









アマダウエルドテックのアプリケーション
こんなところにアマダウエルドテックの製品が
開発・製造・販売・サービスまで一貫して展開
アマダウエルドテックは、レーザ溶接機、レーザ加工機、抵抗溶接機、及びそれらを組み込んだシステムの4本柱でトータルソリューションを展開する生産設備メーカーです。独創的な商品の技術開発と、優れたメンテナンス性や操作性といった付加価値と共に、装置単体からシステム商品まで、ワンストップでご提供できる体制を整えています。「お客様1社1社に最適化されたご提案」をもって、世界のモノづくりに貢献しております。
こんなところで当社製品が活躍しています!
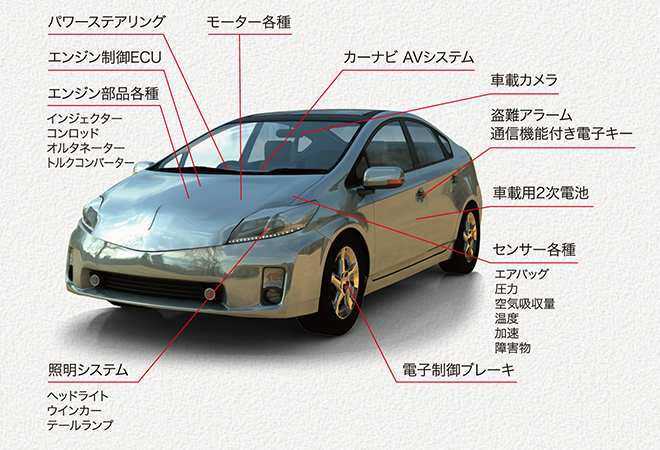
ハイブリット車
 センサーの抵抗溶接イメージ
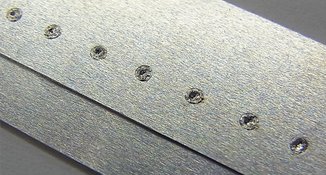
センサーの抵抗溶接イメージ エンジン部品のレーザ溶接イメージ
エンジン部品のレーザ溶接イメージスマートフォン

 振動モーターのレーザ溶接イメージ
振動モーターのレーザ溶接イメージ電装部品
- EV・HV用車載電池溶接
- モーターの溶接、ヒュージング
- カーナビ機器へのマーキング
- プラグの溶接
- ハーネスの溶接、加工
- 各種センサー、ECUバスバーの溶接
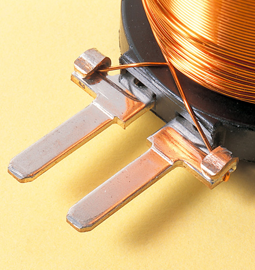 モーターのヒュージングイメージ
モーターのヒュージングイメージ半導体・IC
- シリコンウエハーへのマーキング
- IC・チップ部品へのマーキング、バリ取り
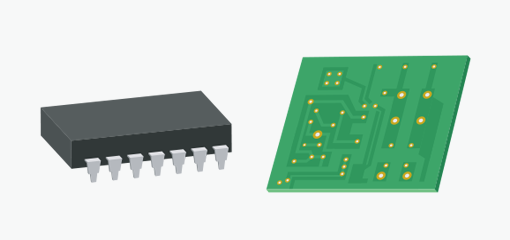
- 基板へのレーザ飯田付け
 ICのマーキングイメージ
ICのマーキングイメージデジタル家電

- DVD・BD・HDDレコーダー部品の溶接・マーキング
- デジタルカメラ・ビデオカメラ構成部品への溶接、マーキング
モバイル

- リチウムイオン電池の溶接
- 携帯電話・スマートフォン・タブレット端末・音楽プレイヤーの溶接、マーキング
- スピーカー・振動モーターなどの溶接
ディスプレイ
- 液晶テレビのガラスへのマーキング
- 液晶バックライトの溶接
- ディスプレイ基板へのマーキング
パソコン

- キートップのマーキング
- ハードディスク部品の溶接
- 液晶バックライトの溶接
光通信
- レーザダイオード
- 光ファイバー用LDモジュール
- LEDモジュールなどの溶接
メディカル
- カテーテル、矯正ブリッジ、注射針の溶接
- メス、鉗子など医療器具へのマーキング
電子部品
- 各種センサーの溶接、マーキング
- 水晶デバイスの加工、マーキング
- コネクター、リレーの溶接
- コンデンサー、キャパシターの溶接
- 基板リペア、トリミング
- FET、IGBTの溶接
航空/宇宙

- 油圧バルブ
- ブッシュゴムへのマーキング
- タービン羽根の溶接
その他

- メガネフレームの抵抗ろう付け
- 万年筆のペン先の溶接
- 燃料棒の溶接
 機械部品のマーキングイメージ
機械部品のマーキングイメージ